



SPC钙塑地板生产线项目可行性报告
1、SPC钙塑地板描述
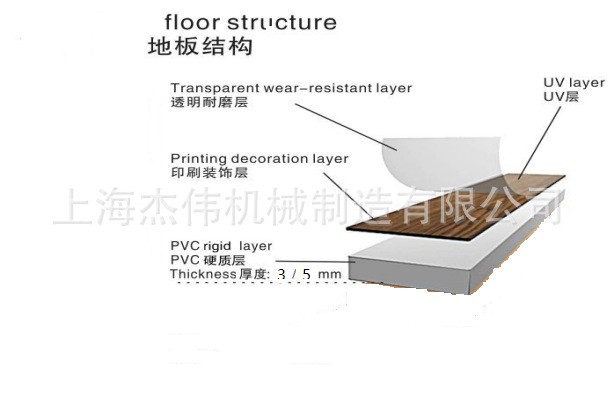
SPC钙塑地板的英文为:Soft composite board 也是硬质多层复合PVC钙塑地板的简称
SPC钙塑地板是通过挤出机挤出PVC 的基材,用四辊压光机组,分别把PVC彩膜+PVC耐磨层+PVC 底膜,一次性压贴复合而成的产品,工艺简单、贴合靠热量完成,不含胶水。
SPC钙塑地板材料使用环保配方,不含重金属、邻笨二甲酸脂、甲醛等有害物质,符合EN 14372、EN 649-2011、IEC 62321、GB 4085-83 标准。
SPC钙塑地板密度:1.9~2 吨/立方米;
SPC钙塑地板收缩率:≤1‰(经过回火处理);
:≤2.5‰(没有经过回火处理)
(收缩率测试标准:80℃,6 小时的标准)
SPC钙塑地板优点:SPC地板物理指标稳定可靠、化学指标符合国际、国家标准!
SPC钙塑地板缺点:SPC地板密度大、重量重,运输成本高!
SPC钙塑地板与WPC地板对比:SPC地板制造工艺简单,生产成本低,投资低回报快!
2、SPC钙塑地板的生产线:

3、SPC钙塑地板的生产工艺流程:

4、SPC钙塑地板的成分、配比、结构、规格、相应的参数:
SPC钙塑地板配方(配方成本约2200 元/吨):
序号 | 名 称 | 用量/Kg | 备 注 |
1 | PVC(5 型) | 100 | |
2 | 重质碳酸钙 | 300 | 细度 300 目 (方解石钙粉) |
3 | 磨粉料(自己的磨粉回收料) | 50 | |
4 | 钙锌 稳定剂 | 5 | 环保型 |
5 | PVC 内外润滑剂 ZB-60 或 ZB-74 | 0.8 | |
6 | PE 蜡(聚乙烯蜡) | 0.6 | |
7 | CPE 抗冲加工改性剂(氯化聚乙烯 135-A) | 5 | |
8 | ACR 抗冲加工改性剂 ACR ZB-20 ZB-1 | 3 | |
9 | PVC 润滑性加工改性剂 ZB-175 ZB-101 | 1 | |
10 | 碳黑 | 0.5 | 颜料 |
11 | 钛白粉 | 0.5 | 颜料 |
12 | 增白剂 | 0.5 | 颜料 |
高速混合机组混合温度:热混温度:125~130℃; 冷混排料温度:35~55℃
92锥双螺杆挤出机与模具温度设置:
1 区:191℃;
2 区:188℃;
3 区:170 ℃;
4 区:165℃;
5 区:180℃;
6 区:190℃;合流芯区:160℃;
模具:185~205℃;
主机电流:≈100A



5、SPC钙塑地板成本核算(配方成本按2200 元/吨计算):
1、4mm 厚度 SPC钙塑地板重量:厚度4.0mm×密度 2.0=8Kg/㎡×2.2 元/公斤=17.6 元/㎡
2、PVC 耐磨层 5 元/㎡+彩膜 4 元/㎡=9 元/㎡ (耐磨层厚度:0.3)
3、开槽:2 元/平方;
4、专利费: 元/㎡
5、PVC 底膜:1元/㎡
6、包装:1.5~2 元/㎡
7、UV:0.6+人工 1 元/㎡=1.6 元/㎡
8、综合人工:2 元//㎡
SPC钙塑地板成本合计:35.2 元/㎡(不含出口锁扣专利费)
6、SPC钙塑地板效果:
7、SPC钙塑地板生产工艺流程:
工序1:混料
根据第五点原材料按照配比,倒入→高速混合机热混(热混温度:125℃,作用是各种材料混合均匀,排除材料中的水份)→进入冷混(给物料降温,防止结块和变色,冷混温度:55℃。)→通过冷却混合均匀的材料;
工序2:挤出
加入锥双螺杆挤出机,进行加热挤出→进入板材模头进行挤出成型,成型的片材经过四辊压光机,基材进行定型→贴彩膜→贴耐磨层→冷却→切割;
工序3:UV 回火
表面UV→回火(回火热水温度:80~120℃;冷水温度:10℃)
工序4:分切开槽+包装
分切→开槽→检验→包装。

8、SPC钙塑地板生产线产量分析:(规划产能200 柜/月)
SJZ92锥双螺杆挤出机产量:20 吨×80%=16 吨/24 小时;
(4mm 厚度地板,实际日产量:18 吨/24 小时)
4mm 厚度的地板重量:8 公斤/平方米(密度:2.0);
16000 吨÷8 公斤=2000 平方米;
10 条生产线×16吨=160吨/条×30天=4800吨÷18吨=266个×80%=213柜/月(18 吨为一个集装箱的重量)

热诚欢迎您来电咨询交流和到公司参观考察!公司为您提供整套生产技术方案。 竭诚欢迎您来我司参观考察(地址:江苏省溧阳市中关村经济开发区上上路118号,距离溧阳高铁站20分钟车程,距离南京机场60分钟车程)